Capacitor discharge stud welding
Capacitor discharge stud welding with tip ignition is used to weld predominantly pin-shaped metallic parts with a diameter of approx. 1 to 10 mm onto mostly thin sheets of 0.5 to approx. 3 mm. It is divided into two methods, contact welding and gap welding.
The difference
The gap method differs from the contact method in that after the button is pressed, the bolt is lifted by a lifting magnet in the gun to a preset stroke or gap and then accelerated towards the workpiece by spring force.
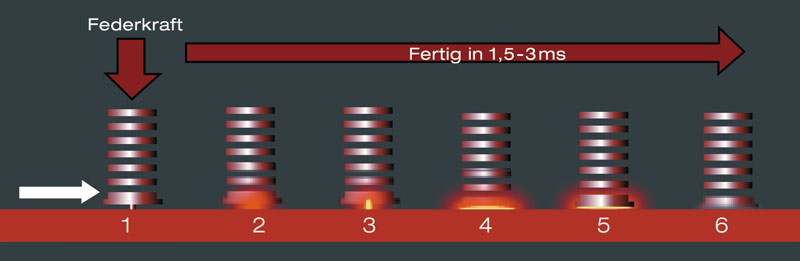
Contact welding
The contact method is preferably used for stainless steel and unalloyed and zinc-coated sheets (15µ). The welding stud is inserted into the stud holder and placed on the workpiece surface with the manual gun or the automatic welding head. A compression spring in the welding gun presses the stud with the ignition tip, which is characteristic of capacitor stud welding, onto the workpiece. By pressing the trigger button on the welding gun, the energy stored in the capacitors is released via a thyristor. The ignition tip of the bolt heats up so much that it suddenly melts and partially evaporates. The resulting arc completely melts the end of the stud and the workpiece. After a welding time of just 1-3 ms and a welding current of up to 15,000A, the stud and base material are homogeneously bonded and only have a very small melting zone of a few tenths of a millimeter. This allows studs to be welded to very thin sheets without annoying markings or discolouration becoming visible on the back.
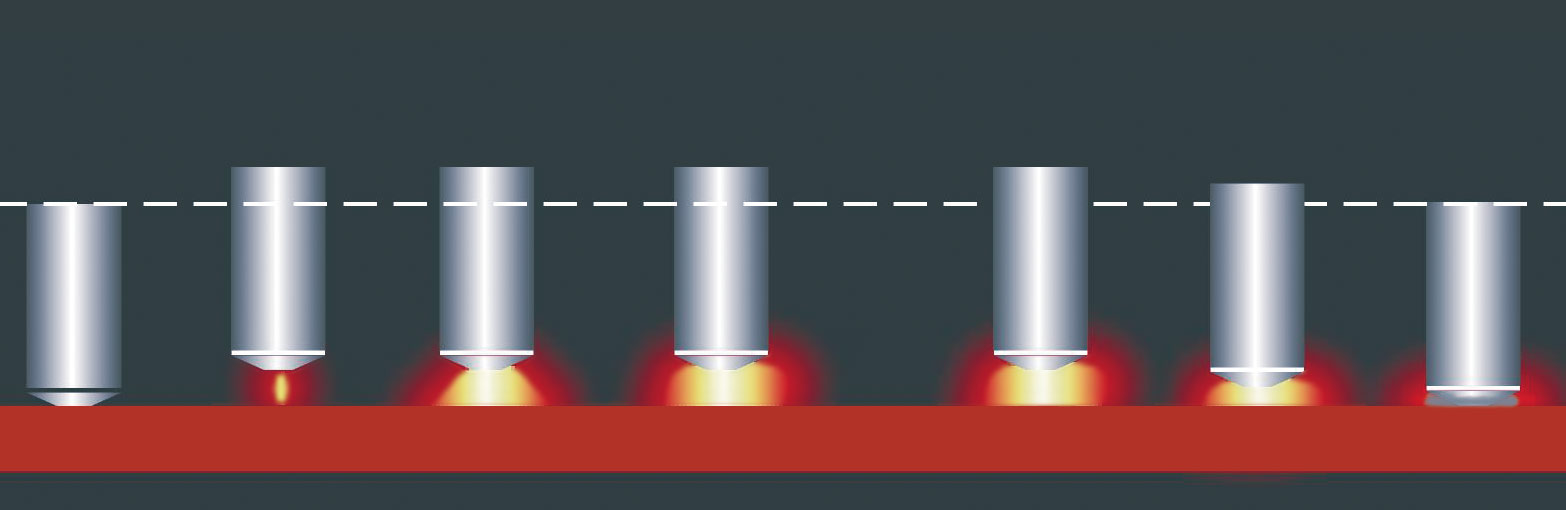
The splitting process
The gap method differs from the contact method in that after the button is pressed, the bolt is lifted by a lifting magnet in the gun to a preset stroke or gap and then accelerated towards the workpiece by spring force. The arc ignites as soon as the firing tip of the stud touches the workpiece. The arc burning time or welding time can be changed by adjusting the gap size; however, this is generally shorter than with the contact method. The splitting process is therefore preferred for materials with a low melting point, such as aluminum or brass. The welding time is a maximum of 1.5 ms and the melting zone is even smaller than with the contact method. However, even more attention must be paid to a clean workpiece surface, which must be free of galvanic coatings, oil, rust or scale.

Stud welding with short stroke ignition
Arc stud welding with drawn arc is used to weld predominantly pin-shaped metal parts with a diameter of 3 to 30 mm onto metal workpieces with a thickness of 0.8 mm and more. A distinction is made between two processes: short-cycle drawn arc welding and drawn arc welding with a ceramic ferrule or inert gas. The process of short-cycle arc ignition is preferably used for welding flange bolts from 4 to 10mm Ø on thin sheets with galvanic coatings smaller than 30µ. The main area of application is the automotive industry with up to 600 bolts per body shell. The stud is pushed into the stud holder of the welding gun or the automatic welding head and the gun is supported on the workpiece with a positioning tube, support foot or gas attachment. After pressing the button on the gun, the bolt is lifted from the workpiece by means of a lifting magnet in the gun and a pilot arc is ignited. The main current is then switched on via a transformer and a thyristor bridge. The arc completely melts the end of the stud and the surface of the workpiece, and after the preset welding time has elapsed, the lifting magnet is released and a spring presses the stud into the liquid melt pool. After a welding time of 5-100ms and 500-1,500A, depending on the application and bolt diameter, the bolt and base material are homogeneously bonded and have a small melting zone of approx. 1/8 of the bolt diameter. In contrast to capacitor discharge welding, there is no loud bang here, and the process reliability is higher due to the approx. 10 times longer welding time.
The bonus
This process can be expanded with shielding gas, or shielding gas replaces the ceramic ring, which significantly reduces the formation of pores in the melt and produces a more attractive fillet-shaped weld bead. A mixed gas with 82% argon and 18% CO2 is used as the protective gas, which is supplied to the welding gun via a suitable protective gas attachment. With welding times from 5 to 300ms and currents from 500 to 1,500A, studs from 3 to 12mm Ø can be welded onto clean sheets of at least 1/8 of the stud diameter. Aluminum materials can only be processed to a limited extent with drawn arc.
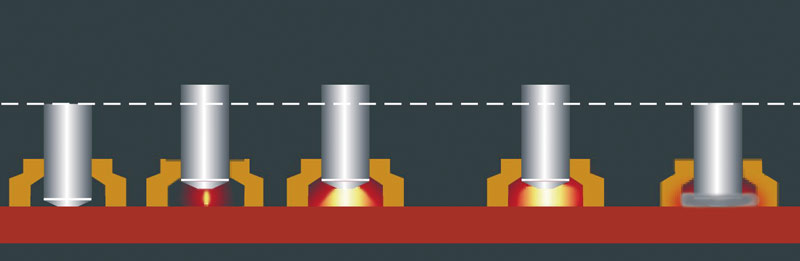
Stud welding with drawn arc DA
The ceramic ferrule drawn arc process uses a ceramic ferrule as a weld pool shield designed to shape the weld pool, stabilize the arc, shield the atmosphere and protect the welder from UV radiation. The ceramic ring is only used for one weld and after the melt has solidified it is removed by smashing it off the stud. An aluminum ball pressed into the center of the cone of the bolt (aluminum ball) serves as a flux and has a deoxidizing effect. This process is mostly used in steel and mechanical engineering, where threaded bolts or headed bolts from 6 to 25mm Ø are welded to thick steel plates or beams larger than 1/4 of the bolt diameter with welding times of 100-1,000ms and 800-2,600A.
The bonus
This process can be expanded with shielding gas, or shielding gas replaces the ceramic ring, which significantly reduces the formation of pores in the melt and produces a more attractive fillet-shaped weld bead. A mixed gas with 82% argon and 18% CO2 is used as the protective gas, which is supplied to the welding gun via a suitable protective gas attachment. With welding times from 5 to 300ms and currents from 500 to 1,500A, studs from 3 to 12mm Ø can be welded onto clean sheets of at least 1/8 of the stud diameter. Aluminum materials can only be processed to a limited extent with drawn arc.

